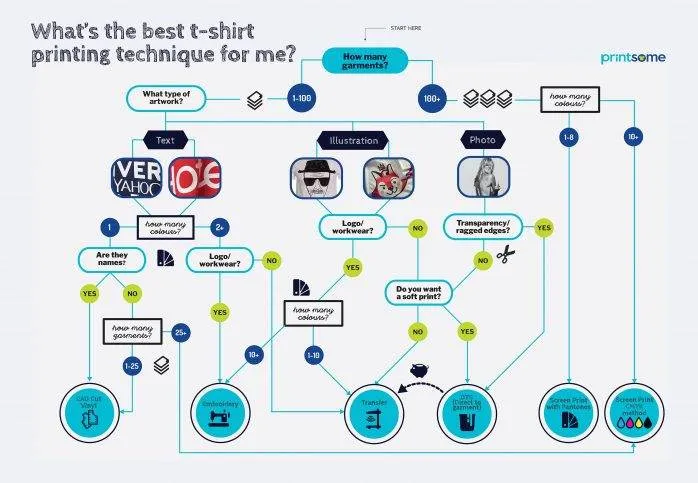
Four different types of T-shirt printing methods are best used for printing wholesale orders: Screen printing, Direct to garment printing, Transfer printing, and Cut & sew. Each different type of T-shirt printing method offers its own unique advantages, so, when it comes to choosing the best, there are a number of factors to consider.
In this guide, you will find the best T-shirt printing methods explained, exploring how each method works, the pros and cons of each technique, as well as the response to the most common questions.
Nowadays garment personalisation is easier than ever before! Whether you’re a marketing agency looking for branded T-shirts for an event, a corporate business looking for personalised polo shirts for your team’s uniform, or an influencer management agency designing branded merchandise, here we are going to mention only the best T-shirt printing methods for large orders.
There are different T-shirt printing techniques because they fulfil different needs but if you are looking for a quick answer on this and we had to pick one, we’d choose screen printing (for large orders).
*For more information on the different types of T-shirt printing techniques and customised T-shirts, don’t forget to contact our printing experts. They are always more than happy to answer any questions you may have.
If you’re in a hurry, we’ve summarised the key points for each of the fabric printing techniques in the highlights section. Otherwise, enjoy the reading!
Screen printing is one of the most popular, established, and widely used amongst pros, especially when it comes to extensive orders.
The process involves using screens to apply ink on to the t-shirts.
Also known as silkscreen printing, screen printing is a versatile and effective printing method that allows you to produce T-shirts with outstanding quality and a tactile feel. And, because the inks are absorbed deeply into the fabric, it is possible to achieve vivid, bright colours and maximum durability.
This is one of the most traditional methods of T-shirt printing, with experts believing it dates back as far as ancient China. However, it really took off in the 20th century, when Andy Warhol used the technique to create his iconic Marilyn Monroe portrait.
As with any printing method, the first step in the screen printing process is to create the artwork. This can be done using any design software available on the market, however it is important that it is exported in the required final format for screen printing (see the next step).
Save in vectors rather than pixels. Vectors are mathematical calculations that create lines and figures on our monitors. Unlike working with pixels, you can expand or minimise these vector as much as you want, without impacting on the quality. As well as being saved as a vector, the artwork must also be separated, with each colour on a different layer. This is because, in the screen printing process, each tone is printed using a different screen.
Once the design is finished, the designer must create a version in solid black and print it on to a transparent film. This is done to block off the light (see step 5).
Next, the mesh screen is coated with a photosensitive emulsion. This creates the green background you might have seen on a screen printing screen.
This is a simple process but must be done carefully to ensure that the liquid is distributed evenly.
For the photosensitive emulsion to work properly, it must be left to dry in a cool, dark room. If the emulsion is exposed to light at the wrong time, it could jeopardise the full process.
Once the screen is dry, the design is placed on top of it and secured in place using a soft adhesive. The screen is then placed under a strong source of UV light. The parts of the screen that haven’t been covered with the design will harden, while the rest will remain soft. In effect, the design has now been burned into the emulsion.
After around an hour, when the screen is fully dry, the design can be removed using a small brush and water. A negative component of the artwork will be left.
The screen is now ready to use for printing.
If your design features more than one colour, the process is repeated so that each colour in your design is separated into individual layers on different screens. So, if your design has two colours, you’ll need two screens.
Now the screen is ready, it’s time to start the actual printing. The T-shirt will be placed in the screen printing machine, with the screen carefully placed on top. The ink will then be placed on top of the screen and evenly distributed across the surface using a squeegee.
Again, if the design contains multiple colours, this process will be repeated for each colour.
Once the T-shirt has been printed, it will need to be heat cured to ensure that the print is sealed and remains in place. If you skip this step, the design will fade as soon as the T-shirt is washed.
During curing, the ink needs to reach a certain temperature in order to successfully bond with the fabric. Different types of ink need to be cured at different temperatures and for different lengths of time.
Although this might seem like a lengthy process, each screen can be used multiple times, meaning the technique is actually highly efficient and perfect for larger orders.
A number of variations can be used in conjunction with screen printing to produce bold, creative, and stand out finishes and effects.
Puff printing technique: Puff printing follows the same setups and processes as standard screen printing, but can produce stunning 3D effects. The ink used is still Plastisol based, but features a foaming agent that reacts to heat.
This technique can be used to make your design or logo truly stand out, or create a totally unique design.
Gel printing: Gel screen printing adds a layer of high density gel on top of the screen printed t-shirt, creating a 3D coating that ensures the image really stands out. This technique can be used to create a variety of special effects, without the need for more complex, time consuming printing methods.
Gel printing is durable, versatile, and eco-friendly and designs can be produced with multiple colours.
Crackle finish: This screen printing variation involves the ink breaking up once it has dried, for a beautiful, cracked effect.
Glow in the dark finish: Glow in the dark screen printing follows much the same process as traditional screen printing, only slow in the dark inks are used to make the design, or part of the design, glow in the dark.
Once printed, the design looks grey or off-white. But, turn the lights off, and the ink glows in the dark!
This is a particularly popular technique amongst retail clients, and well as marketing and events agencies whose clients want to stand out from the crowd.
UV glow finish: Photochromic inks change colour when they are exposed to UV light. Applied in the same way as traditional screen printing inks, the design will look off-white until it is exposed to UV light, when it will reveal the chosen colour.
Suede finish: Suede inks will give your screen printed T-shirt an amazing, textured finish.
Glitter finish: Adding glitter to the screen printing process will really make the finished design stand out! The inks are carefully produced to ensure that the glitter stands out but does not flake off the T-shirt.
Screen printing offers a number of pros and cons when it comes to delivering large-scale orders of printed T-shirts:
Here are just some of the myths surrounding screen printing:
An increasing number of screen printing companies are using plastisol ink, as this is biodegradable and much better for the environment than other, older types of ink.
Water-based screen printing inks are more environmentally friendly, still. These inks use pigments that have been suspended in a water solvent base. And, because they contain absolutely no plastics, they are far greener than traditional inks, even plastisol inks.
Not only this, but organic, water-based inks are also better for the skin and produce a printed T-shirt that feels lighter and more breathable, enhancing wearability.
Once water-based inks have been used, the screens and equipment can be washed down using plain water, which can then be washed down the drain, without causing environmental damage.
This isn’t strictly true. Today, the most sophisticated screen printing machines can recreate small colour changes, mixing the inks in a way that makes them look like a gradient. However, although this is possible, gradient printing is still significantly more limited than with methods such as direct to garment printing.
While screen printing lends itself perfectly to larger, wholesale orders, it can also be used for smaller runs. This does, however, depend upon the printer and the design. It may be possible to run a small order of custom printed shirts with a simple design of one or two colours.
Not true! High tech printing machines are capable of screen printing custom designs on practically any product or textile.
Screen printing doesn’t produce high-quality prints on dark fabrics. While this used to be the case, screen printing techniques have developed significantly over the past few decades. New inks and processes mean that it is now possible to print your chosen design on even the darkest of fabrics, and get great, high-quality results.
The latest inks and tools help prevent the cracking or fading of screen printed designs.
This couldn’t be further from the truth. Screen printed T-shirts and other goods are perfect and commonly used for events, as giveaways, for promotions, merchandising and much, much more.


The cost of screen printing a T-shirt will depend upon a number of factors, including:
Here’s a rough overview of the costs for screen printing at Printsome:
It typically takes us around 5-7 working days to print and deliver screen printed T-shirts to addresses within the UK.
Screen printing is an incredibly versatile printing technique. All fabrics can be printed using this method, aside from jackets and fleece jackets, where embroidery is recommended.
Direct to Garment (DTG) printing is the newest and most accessible printing method.
In simple terms, DTG works just like a paper printer, with ink injected directly onto the fabric, rather than on to paper. As the name would suggest, it’s the process of printing graphics directly on to textiles and garments.
DTG printing is also known as digital apparel printing, digital garment printing, and inkjet to garment printing. Because of its potential with colour mixing, DTG printers can recreate gradients, colours and small details that the other techniques have trouble achieving.
This T-shirt printing method is ideal for printing complex designs and has got low setup costs which makes it the best fit for print on demand businesses.
DTG is a digital process, meaning it requires practically no set up – you’ll simply need the digital file from the customer and you’ll be able to print small batches or one-off, fully customised T-shirts.
Although DTG is pretty straightforward, there’s more to the process than simply placing the T-shirt onto the machine!
DTG has been designed to print hyper-realistic images on fabrics, with no restrictions on colours or creativity.
Unlike other printing techniques, the design file doesn’t need to be saved as a vector. DTG printers can handle pixel-based images, providing they are high resolution.
When creating the design, remember:
This stage is particularly important if the design is being printed on to a dark t-shirt. The pre-treatment liquid makes it easier for the ink to attach to the fibres of the T-shirt. Once covered in the liquid, the T-shirt should be left to dry.
Using specialist software, such as ‘artwork creator’, the design is prepared for printing. Just like screen printing, if the design is being printed on to a dark T-shirt, an underbase layer of white ink must be created at this stage in the process.
This step will vary depending on to the specific printer being used. Advanced printers will feature a device to help stabilise the T-shirt during printing. With simpler models, you’ll need to create a flat, sturdy surface for printing.
This step really couldn’t be easier. Simply press ‘print’ and the printer will take care of all the hard work for you.
The ink must now be cured to ensure it sets properly. This is usually done with a heat press – silicon paper is put between the T-shirt and the garment, before it is pressed for around 90 seconds.
Although DTG is best suited for 100% cotton T-shirts and blends containing a high percentage of cotton, it does now (from 2019) also work with polyester fabrics. However, this is relatively new technology, which isn’t yet widely available.
While printing on white polyester T-shirts is relatively straight forward, printing on coloured polyester garments is slightly more challenging. For example, dye migration is common, where the polyester dye is released into the ink. This can be resolved using low-cure-temperature inks.
When it comes to both screen printed and DTG printed clothes, the key to successful washing is the pre-treatment and cure stages of the printing process. Because DTG printing is water-based, it must be compared with water-based screen printing technology, rather than dry printing.
The standard washing scale for water-based screen printed T-shirts and DTG printed T-shirts is 50 cycles. However, both typically last longer.
If clogging occurs during the DTG printing process, it is caused by the maintenance of the printer and its environment, rather than the fact that the ink is a specific colour. If the printed is well maintained and used in a room with humidity of around 40%, there should not be any clogging issues when using white ink.


To print a T-shirt with DTG costs £6 per print, plus the cost of the T-shirt itself.
Printing with direct to garment printing typically takes us 3 – 5 business days, including UK delivery.
DTG can be used on garments made from cotton, organic cotton, polyester, and polycotton. However, it’s important to note that some garments fix the prints better than others, regardless of the fabrics. Speak to our printing experts to find out more.
Again, if you’re personalising jackets or fleece jackets, embroidery is always recommended.
The term transfer printing is used to describe any type of printing technique where the design is printed on to a non-textile surface before being transferred onto the fabric using a different process.
Most transfer prints are done with a kind of vinyl, which is later sealed onto the T-shirt using a heat press.
But why not just print directly on to the T-shirt? There are a number of reasons, including commercial ones as well as the final look and feel of the product.
Transfer printing is ideal for printing for sports teams. Thanks to the quick set up and printing process, it is perfect for marking names and numbers of sports teams. It’s also a great option for simple designs where only a small number of units are required, making screen printing impractical.
Other benefits of transfer printing include:
There are a number of different types of transfer printing, all of which work in a different way. However, the one thing they have in common is the artwork requirements.
Colours – The transfer process works with Pantone colours, meaning these have to be carefully selected when working with the design software. Gradients and shades should be avoided.
Formats – The artwork must be saved in vectors, in ai, eps, and pdf formats, at 300 dpi. All paths must be converted to strokes and the artwork must be done in the true-to-life size of the final print.
There are many different types of transfer printing, including:
Transfer Printing Plastisol: Plastisol transfer printing involves screen designs that are printed onto a heat transfer paper, rather than the T-shirt itself. This type of heat transfer produces vibrant colours, however it can’t be used to print too many colours at once, usually no more than four. Most transfer printing techniques use Plastisol.
Another advantage of Plastisol is that it has a very soft feeling and can last almost as long as a screen print.
Transfer Printing Stretch Litho: Combining the best of digital and screen printing, litho is the latest and best T-shirt printing technology in the world.
Unlike CAD cut vinyl, a litho transfer doesn’t need to be cut. The technique takes its name from lithography because it works in a very similar way, printing from a flat surface treated to repel the ink, aside from the one that’s being used for printing.
Because it is printed on paper first, litho transfer retains the details of the artwork better than other techniques. Paper is a much smoother substrate than fabric, meaning that the dot of colour doesn’t expand as much when it touches the surface.
Transfer Printing CAD Cut Vinyl: CAD stands for computer-aided design. Unlike the other transfer printing methods, with CAD cut vinyl transfer printing, the design is cut by a computer rather than a person. This means that there is significantly less room for error in the process. However, it does limit the type of designs that can be created.
Once the design has been cut by the machine, any excess vinyl is removed by hand and the design is then sealed onto the t-shirt by applying heat.
Transfer Printing Sublimation: Sublimation printing uses a special kind of ink that turns into gas when it’s heated. The gas then becomes part of the polyester, rather than sitting on top of it, as in other types of printing.
This printing technique can create some really vivid, long-lasting images. However, it is limited due to the fact that it will only work on plastic and fabrics made from polyester.
Sublimation is particularly popular for all-over printing.
There are a number of myths surrounding transfer printing.
While this isn’t totally false, it also isn’t completely true. In the past, many types of vinyl ended up looking cheap but today, vinyls are available with matte finishes. However, it’s never advisable to cover large parts of the garment in question with the vinyl as this makes it less flexible.
Again, this isn’t always the case. It very much depends on the quality of the paper. There are plenty of good quality transfer printing papers around these days, including IronAll and SoftStretch. These are elastic and so help eliminate any issues with cracking.
This certainly isn’t the case! When vinyl is cut to show the colour of the T-shirt as a background, it makes the design feel less stiff and plasticky.


Transfer printing costs £6.00 per print, plus the cost of the garment.
Transfer printing takes us 5 – 7 working days for UK orders.
Transfer printing can be done on any fabric, aside from fleece jackets and jackets, where embroidery is always recommended.
With the types of T-shirt printing methods outlined above, T-shirts are ordered from a wholesale brand and are then printed with a specific design.
Cut and sew is a printing method where the fabric is printed before the garment is manufactured, rather than the other way round. This technique gives more creative control over the final product, opening up a whole world of possibilities and allowing brands to create truly customised T-shirts and other clothing.
Cut & Sew essentially allows you to build a T-shirt totally from scratch. This allows you to work without any of the usual constraints that result from printing on ready-made garments.
The most common uses of the cut & sew technique are:


The quality of the inks and even the brand can have a big influence on the final product. For example, the same design can be very different when printed on a T-shirt of the same colour but of different brands.
So, there you have it, a complete guide to the best types of printing on fabric for mass orders. Now we’ve carefully examined the details and the various T-shirt printing methods pros and cons, let’s take a quick look at the highlights of each printing method:
Now we come to the key question – of the four different types of printing on fabric, which is the best printing technique?
All of the T-shirt printing methods discussed offer their own sets of advantages and disadvantages, and the best printing method for your project will depend upon a number of factors including your design and the size of your order.
Best technique for large-scale – The best technique for bulk printing is screen printing.
Best price-quality technique – The best technique for price vs. quality is screen printing.
Best technique for printing fast – The best technique for printing quickly is transfer printing.
For further information about garment printing techniques and customised T-shirt printing, please get in touch with our team of printing experts.
Thanks to +7 years of experience in the apparel-printing industry, we are able to offer a service catered towards the needs of business around the UK.
Printsome’s T-shirt printing services are not only perfect for agents in search of merch, but also for event agencies in search of event T-shirt printing solutions. We produce also personalised sportswear, personalised workwear and all type of custom clothing for businesses in London and all around the UK.
From the moment you get in touch, one of our printing experts will answer all of your questions and find efficient solutions to your needs. It doesn’t matter where you are, we print T-shirts in Manchester, we print T-shirts in Bristol and everywhere in the UK. It is our mission to help you reach your goals.
We ship all over the UK with flexible delivery services that can adapt to most deadlines. Fast T-shirt printing has never been this easy. To find out more, simply visit our website by clicking on the banner below.
.png)
Happy Customers

Express Service

Star Rating

Quick & friendly custom clothing printers in the UK. From bulk t-shirt printing to corporate workwear, we deliver quality results every time.

